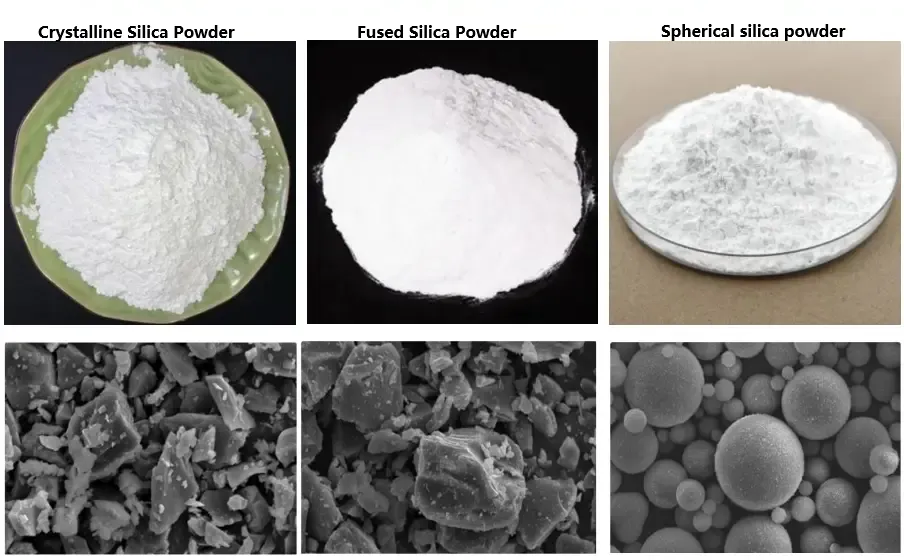
En la producción de laminados revestidos de cobre (CCL), el material fundamental para las placas de circuito impreso (PCB), micropolvo de silicio (principalmente sílice fundida o polvo de sílice cristalina) actúa como principal relleno inorgánico. Influye significativamente en propiedades clave como la constante dieléctrica (Dk), el factor de disipación (Df), el coeficiente de expansión térmica (CTE), la conductividad térmica, la absorción de humedad, la procesabilidad de la perforación y la fiabilidad general de las PCB de alta frecuencia, alta velocidad y tipo sustrato.
Las características de las partículas de micropolvo de silicio, incluyendo el tamaño de partícula (D50, D97), la distribución granulométrica, la morfología de las partículas (esfericidad, relación de aspecto), el área superficial y, especialmente, el nivel de pureza/contaminación, determinan directamente el rendimiento del laminado final. Dos tecnologías comunes de molienda en seco para la preparación de micropolvo de silicio son el molino de bolas y el molino de chorro (también conocido como molienda por chorro opuesto de lecho fluidizado o molienda por chorro de aire). ¿Qué método es más adecuado para aplicaciones de CCL de alta gama?
Principios básicos y comparación

Molino de bolasLa molienda de bolas utiliza impacto mecánico, cizallamiento y abrasión entre los medios de molienda (bolas, varillas o cilindros, generalmente de cerámica o metal) y el material dentro de un recipiente o cilindro giratorio. Es un método consolidado, económico y de alto rendimiento.
Molino de chorroLa molienda por chorro se basa en colisiones a alta velocidad entre las partículas, aceleradas por aire comprimido o chorros de vapor (sin medios de molienda). Las partículas colisionan, se fracturan y se clasifican en un proceso continuo, generalmente utilizando molinos de chorro opuesto de lecho fluidizado para materiales duros como la sílice.
Diferencias clave:
| Propiedad | Molino de bolas | Molino de chorro | Ventaja del polvo de silicio CCL |
|---|---|---|---|
| D50 alcanzable | Típicamente de 3 a 10 μm (ultrafino difícil) | 0,5–3 μm (alcanza fácilmente el tamaño submicrónico) | Molino de chorro mejor |
| Distribución del tamaño de partículas | Mayor envergadura, colas más gruesas | Distribución más estrecha y nítida | Molino de chorro mejor |
| Forma de la partícula | Más irregular, relación de aspecto más alta, angular. | Más cercano a esférico o en forma de bloque, relación de aspecto más baja | Mejor molienda por chorro (menor aglomeración) |
| Riesgo de contaminación | Medio a alto (el desgaste del medio introduce Fe, Zr, Al, etc.) | Muy bajo (sin medios, se pueden utilizar revestimientos de cerámica) | Fresado por chorro significativamente mejor |
| Pureza (Fe, iones metálicos) | Elementos trampa de mayor concentración (especialmente Fe/Co) | Elementos de vagabundo inferiores | Fresado por chorro mejor |
| Generación de calor | Moderado (puede causar calentamiento local) | Casi ninguno (molienda fría) | El fresado a chorro es mejor para la estabilidad |
| Costos de energía y operación | Más bajo | Mayor (consumo de gas a alta presión) | Molino de bolas mejor |
| Rendimiento y escalabilidad | Alto | Medio | Molino de bolas mejor para granel |
Requisitos específicos para laminados revestidos de cobre Micropolvo de silicio
Los CCL de alta frecuencia modernos (5G, radar automotriz, sustratos de servidor/IA, materiales de bajo Dk/Df) exigen micropolvo de silicio con:
- D50 generalmente de 2 a 5 μm, a veces <2 μm para formulaciones con Dk/Df muy bajas
- Distribución de tamaño de partícula muy estrecha (pequeña extensión) para garantizar un llenado uniforme de resina y zonas mínimas ricas/deficientes de resina
- Alta esfericidad o baja relación de aspecto para mejorar la fluidez, reducir la viscosidad de la resina y aumentar la carga de relleno (hasta 70–90 wt%)
- Contaminación iónica/metálica extremadamente baja (especialmente Fe <10–20 ppm) para evitar pérdida dieléctrica, migración electroquímica y fallas de confiabilidad
- Buena dispersabilidad después del tratamiento de superficie (acoplamiento de silano)
El molino de bolas puede cumplir con los requisitos de CCL de frecuencia media-baja, que son económicos (D50 ~4–8 μm), pero presenta dificultades con el tamaño ultrafino, la distribución estrecha y, sobre todo, la pureza. El desgaste del medio introduce trazas de metales que son difíciles de eliminar por completo, incluso con un lavado ácido o separación magnética posterior, lo que incrementa el costo y puede afectar la actividad superficial de las partículas.
El molino de chorro destaca en la producción de micropolvo de silicio ultrafino, de alta pureza y distribución estrecha, necesario para CCL de alta calidad. Muchos proveedores líderes de sílice fundida para aplicaciones de grado electrónico utilizan molinos de chorro de lecho fluidizado (a menudo con revestimientos de cerámica o carburo de silicio) para lograr un D50 <3 μm con mínima contaminación. Esto es especialmente crítico para sustratos de baja pérdida y alta fiabilidad.

Preguntas relacionadas y respuestas detalladas
P1: ¿Por qué la “Distribución de tamaño de partícula estrecha” producida por estas plantas es tan crítica para los laminados revestidos de cobre?
En la producción de CCL, el micropolvo de silicio se utiliza como relleno en resinas epoxi. Si la distribución del tamaño de partícula es demasiado amplia (demasiadas partículas "sobredimensionadas" o "ultrafinas"), se producen varios problemas:
Viscosidad de la resina: Demasiadas partículas ultrafinas aumentan el área de superficie, lo que requiere más resina y hace que la mezcla sea difícil de aplicar sobre el paño de vidrio.
Defectos del laminado: Las partículas grandes (de más de 20 μm) pueden provocar “microcortocircuitos” o irregularidades en las capas de lámina de cobre ultrafinas de las PCB de alta densidad.
Respuesta: Una distribución estrecha garantizada por el clasificador de aire del molino garantiza una expansión térmica uniforme (CTE bajo) y propiedades eléctricas consistentes en todo el tablero.
P2: ¿Es posible utilizar conjuntamente la molienda por chorro y la molienda por bolas para el micropolvo de silicio?
Respuesta: Sí, este suele ser el estándar de oro para las llenadoras electrónicas de alta gama. En un proceso híbrido, el material se procesa primero en un molino de bolas para lograr la finura aparente y una forma más redondeada. Luego, pasa por un molino de chorro o un clasificador de aire de alta precisión para eliminar el "corte superior" (partículas grandes) y refinar aún más el D97. Esta combinación combina la rentabilidad de la molienda de bolas con la extrema precisión y pureza de la molienda/clasificación por chorro.
Conclusión: ¿Cuál es mejor?
Para los CCL FR-4 comunes o de rango medio, la molienda de bolas sigue siendo una opción rentable.
Para CCL de alta frecuencia, alta velocidad, bajo Dk/Df, baja pérdida o empaquetado avanzado/HDI (que dominan la demanda actual y futura), la molienda por chorro es claramente superior y se ha convertido en el método preferido de la industria para preparar micropolvos de silicio de alta gama.
Muchos fabricantes de CCL de primer nivel especifican sílice fundida molida a chorro en sus formulaciones precisamente por sus ventajas en pureza, control del tamaño de partícula, morfología y, en última instancia, mejor rendimiento eléctrico, térmico y de confiabilidad.
En breve: Fresado por chorro Es la mejor opción para el micropolvo de silicio utilizado en laminados revestidos de cobre de alto rendimiento.

Gracias por leer. Espero que mi artículo te haya sido útil. Deja un comentario a continuación. También puedes contactar con el servicio de atención al cliente online de Zelda para cualquier otra consulta.
— Publicado por Emily Chen