Ультратонкий кварцевый порошок (D50 2–10 мкм, D90 < 15 мкм) широко используется в электронной инкапсуляции, прецизионном литье, оптическом стекле, покрытиях, кварцевой керамике, полупроводниковых материалах и других высокотехнологичных отраслях. В этих приложениях распределение размеров частиц, морфология частиц, чистота и стабильность напрямую определяют характеристики конечного материала. Поскольку спрос на высокочистый кварцевый порошок продолжает расти, «как достичь точной, контролируемой и высоковоспроизводимой классификации» стало основным техническим конкурентным преимуществом предприятий по переработке порошков. Для достижения точной классификации ультрадисперсного кварцевого порошка производственные линии в основном используют воздушные классификаторы, особенно горизонтальные или вертикальные многороторные воздушные классификаторы. Эти машины используют гидродинамику — силу инерции, центробежную силу и аэродинамическое сопротивление — для разделения частиц разных размеров с высокой точностью.

Технические проблемы в Классификация ультратонкого кварцевого порошка
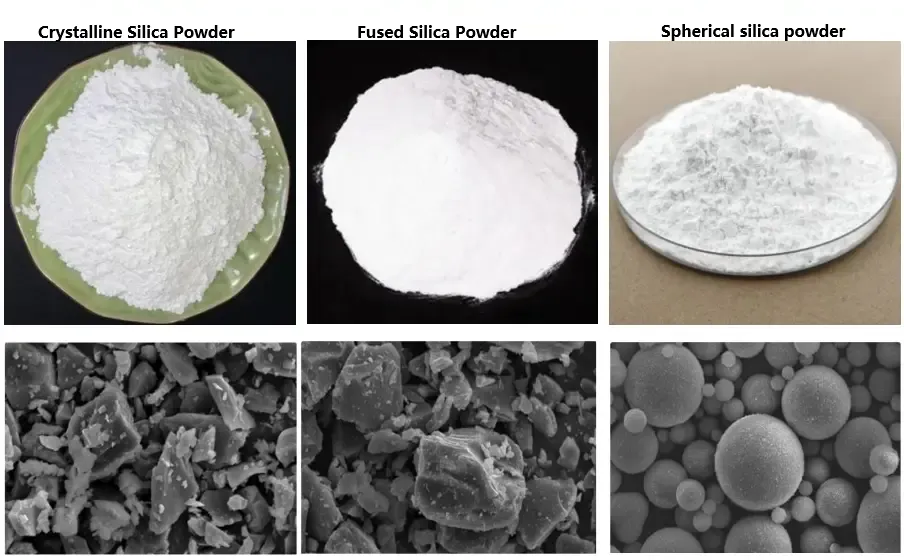
Кварц (SiO₂) имеет ряд характеристик, которые затрудняют точную классификацию:
- Высокая твердость (по шкале Мооса 7)
→ После измельчения частицы становятся неправильными и угловатыми; форма сильно влияет на эффективность классификации. - Высокая плотность (2,65 г/см³)
→ Скорость осаждения высокая; мелкие частицы легко задерживаются более крупными частицами. - Тенденция к мелкой агломерации
→ Ультрадисперсные частицы размером менее 5 мкм имеют тенденцию образовывать мягкие агломераты из-за статического электричества и сил Ван-дер-Ваальса. - Требования к высокой чистоте
→ Кварц электронного класса не должен содержать металлических примесей; система классификации должна быть полностью керамической.
Поэтому обеспечение узкого гранулометрического состава и одновременно высокой чистоты является наиболее сложной задачей при промышленной классификации кварца.
Принцип работы Воздушный классификатор
Классификация — это динамический процесс отбора размера частиц:
1. Рассеивание и кормление
Кварцевый порошок распыляется потоком воздуха и равномерно поступает в камеру классификации.
2. Баланс сил
Внутри зоны классификации каждая частица управляется двумя противоположными силами:
- Центробежная сила
Создается высокоскоростным ротором классификатора; выталкивает частицы наружу.
Пропорционально массе частицы и скорости ротора². - Аэродинамическое сопротивление (сила воздушного потока)
Создается при прохождении высокоскоростного воздуха через лопасти ротора; втягивает частицы внутрь по направлению к выходу мелкого порошка.
Пропорциональна площади поверхности частиц и скорости воздуха.
3. Точное формирование точки среза
- Мелкие частицы (качественный продукт)
→ Легче, подвергаются воздействию большей силы сопротивления, чем центробежной силы, проходят через лопасти ротора и собираются в виде мелкого порошка. - Крупные частицы (неквалифицированный продукт)
→ Более тяжелый, подвергается большему воздействию центробежной силы, выбрасывается наружу и собирается или возвращается для повторного измельчения в виде крупного порошка.

Сравнение распространенных методов классификации
| Метод классификации | Преимущества | Недостатки |
|---|---|---|
| Просеивание | Простой и недорогой | Не справляется с размером частиц <45 мкм; сильное засорение |
| Циклонная сепарация | Непрерывная, простая структура | Подходит только для грубой классификации (10–50 мкм) |
| Седиментация | Высокая точность | Низкая эффективность; зависит от вязкости жидкости |
| Воздушный турбинный классификатор | Высокая точность, автоматизация; точка отсечки на уровне мкм | Более высокая стоимость оборудования; требуется настройка параметров |
Динамический воздушный классификатор — единственный практический метод, позволяющий достичь D50 1–35 мкм и Span < 1,2 при промышленном производстве ультратонкого кварца.
Как динамические воздушные классификаторы обеспечивают точность классификации
Динамический воздушный классификатор состоит из высокоскоростного турбинного ротора, системы направления потока, камеры классификации и системы сбора порошка. Классификация контролируется балансом центробежной силы и аэродинамического сопротивления.
Процесс классификации
- Порошок переносится в зону классификации потоком воздуха.
- Ротор вращается со скоростью 3000–12 000 об/мин, создавая центробежную силу.
- Крупные частицы → отбрасываются для дальнейшего измельчения
- Мелкие частицы → преодолевают центробежную силу и уносятся потоком воздуха
- Скорость ротора и параметры воздушного потока позволяют точно регулировать размеры резки.
Ключевые контрольные параметры для точной классификации
1. Скорость ротора (основной параметр)
- Более высокая скорость → меньший размер реза
- Типичный диапазон: 3000–12 000 об/мин
- Кварц электронного класса: 8000–12 000 об/мин
2. Системный поток воздуха и отрицательное давление
- Определяет устойчивость суспензии частиц
- Более высокий поток воздуха → более тонкая классификация
- Типичная скорость воздуха: 15–25 м/с
3. Скорость подачи
- Более высокая нагрузка → более низкая точность классификации
- Идеальная рабочая нагрузка: 60–80% номинальной мощности
4. Керамическая конструкция, препятствующая загрязнению
Включая:
- Цельные керамические вкладыши
- Циркониевое классификационное колесо
- Керамические подшипники
→ Загрязнение Fe/Cr/Al можно снизить до <10 ppm
5. Вторичная или многоступенчатая классификация
Используется для сверхузких PSD-приложений, таких как:
- Кварцевые наполнители высокой чистоты
- Пьезоэлектрическая кварцевая керамика
- Материалы для инкапсуляции фотоэлектрических систем
- Полупроводниковые микроэлектронные материалы
Может достичь Размах 0,9–1,1
Заключение
При обработке сверхтонкого кварцевого порошка точная классификация имеет не только решающее значение для повышения качества продукции, но и является ключом к выходу на такие высокотехнологичные направления, как электроника, оптика и высокочистые материалы.
Приняв Эпический порошокБлагодаря профессиональным инженерным решениям компании в области ультратонких порошков и оснащению производственных линий высокоэффективными воздушными классификаторами производители могут добиться стабильного контроля D50, точного сужения D97, равномерного распределения размера частиц и надежной производительности.
Выбор Epic Powder + передовой технологии воздушной классификации означает выбор более высокой стабильности, более высокой чистоты и более высокой добавленной стоимости, что обеспечивает прочную основу для высокотехнологичных приложений в области электронных материалов, новой энергии и тонкой химии.

Спасибо за прочтение. Надеюсь, моя статья вам поможет. Пожалуйста, оставьте комментарий ниже. Вы также можете связаться с Зельда онлайн-представителю по работе с клиентами для любых дальнейших запросов».
— Опубликовано Джейсон Ван