Ultrafine quartz powder (D50 2–10 μm, D90 < 15 μm) is widely used in electronic encapsulation, precision casting, optical glass, coatings, quartz ceramics, semiconductor materials, and other high-end industries. In these applications, particle size distribution, particle morphology, purity, and stability directly determine the performance of the final material. As the demand for high-purity quartz powder continues to rise, “how to achieve precise, controllable, and highly repeatable classification” has become the core technical competitiveness of powder-processing enterprises. To achieve precise classification of ultrafine quartz powder, production lines mainly rely on air classifiers, especially horizontal or vertical multi-rotor air classifiers. These machines utilize fluid dynamics—inertial force, centrifugal force, and aerodynamic drag—to separate particles of different sizes with high precision.

Technical Challenges in Classification of Ultrafine Quartz Powder
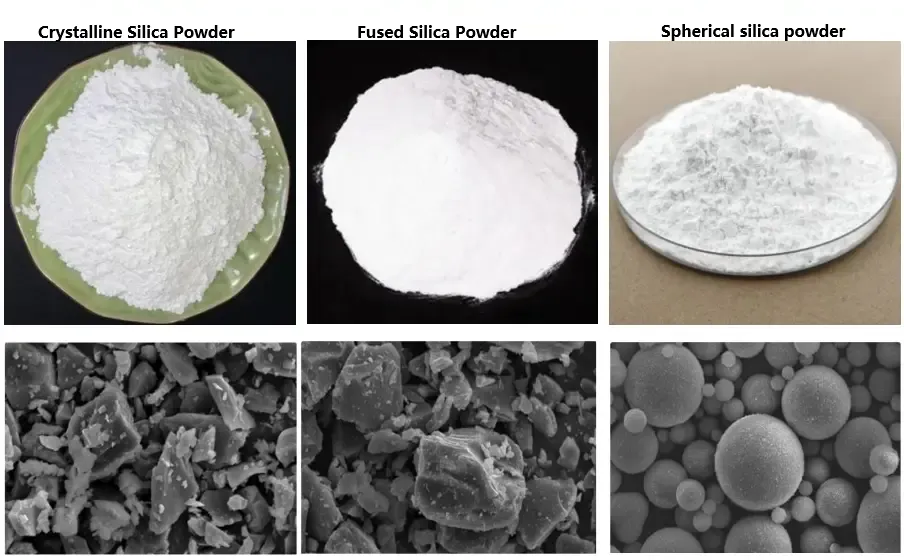
Quartz (SiO₂) has several characteristics that make precision classification difficult:
- High hardness (Mohs 7)
→ After grinding, particles are irregular and angular; shape strongly affects classification performance. - High density (2.65 g/cm³)
→ Sedimentation speed is fast; fine particles are easily trapped among coarser particles. - Fine agglomeration tendency
→ Ultrafine particles below 5 μm tend to form soft agglomerates due to static electricity and Van der Waals forces. - High-purity requirements
→ Electronic-grade quartz must avoid metal contamination; the classification system must be fully ceramic.
Therefore, ensuring narrow particle-size distribution and high purity simultaneously is the most difficult challenge in industrial quartz classification.
Working Principle of the Air Classifier
Classification is a dynamic particle-size selection process:
1. Dispersion and feeding
Quartz powder is dispersed by airflow and enters the classification chamber uniformly.
2. Force balance
Inside the classification zone, each particle is controlled by two opposite forces:
- Centrifugal force
Generated by the high-speed classifier rotor; pushes particles outward.
Proportional to particle mass and rotor speed². - Aerodynamic drag (airflow force)
Generated by high-velocity air passing through rotor blades; pulls particles inward toward the fine-powder outlet.
Proportional to particle surface area and air velocity.
3. Precision cut-point formation
- Fine particles (qualified product)
→ Lighter, receive more drag force than centrifugal force, pass through rotor blades, and are collected as fine powder. - Coarse particles (unqualified product)
→ Heavier, affected more by centrifugal force, thrown outward, and collected or returned for re-grinding as coarse powder.

Comparison of Common Classification Methods
| Classification Method | Advantages | Disadvantages |
|---|---|---|
| Sieving | Simple, low cost | Cannot handle <45 μm; severe clogging |
| Cyclone separation | Continuous, simple structure | Only suitable for coarse classification (10–50 μm) |
| Sedimentation | High precision | Low efficiency; influenced by liquid viscosity |
| Air turbine classifier | High precision, automated; μm-level cut point | Higher equipment cost; parameter tuning required |
Dynamic air classifier is the only practical method capable of achieving D50 1–35 μm and Span < 1.2 in industrial-scale ultrafine quartz production.
How Dynamic Air Classifiers Achieve Precision Classification
A dynamic air classifier consists of a high-speed turbine rotor, flow-guide system, classification chamber, and powder collection system. Classification is controlled by the balance between centrifugal force and aerodynamic resistance.
Classification Process
- Powder is carried into the classification zone by airflow
- Rotor rotates at 3000–12,000 rpm, creating centrifugal force
- Coarse particles → thrown back for further milling
- Fine particles → overcome centrifugal force and are carried out by the airstream
- Rotor speed and airflow parameters allow precise, adjustable cut-sizes
Key Control Parameters for Accurate Classification
1. Rotor Speed (Core Parameter)
- Higher speed → smaller cut size
- Typical range: 3000–12,000 rpm
- Electronic-grade quartz: 8000–12,000 rpm
2. System Airflow and Negative Pressure
- Determines particle suspension stability
- Higher airflow → finer classification
- Typical air velocity: 15–25 m/s
3. Feed Rate
- Higher load → lower classification accuracy
- Ideal operating load: 60–80% of rated capacity
4. Ceramic Anti-Contamination Design
Including:
- Full ceramic liners
- Zirconia classifier wheel
- Ceramic bearings
→ Fe/Cr/Al contamination can be reduced to <10 ppm
5. Secondary or Multi-Stage Classification
Used for ultra-narrow PSD applications, such as:
- High-purity quartz fillers
- Piezoelectric quartz ceramics
- PV encapsulation materials
- Semiconductor micro-electronic materials
Can achieve Span 0.9–1.1
Conclusion
In ultrafine quartz powder processing, precise classification is not only essential for improving product quality but also the key to entering high-end fields such as electronics, optics, and high-purity materials.
By adopting Epic Powder’s professional ultrafine powder engineering solutions and equipping production lines with high-efficiency air classifiers, manufacturers can achieve stable D50 control, accurate D97 narrowing, uniform particle-size distribution, and reliable production capacity.
Choosing Epic Powder + advanced air-classification technology means choosing higher stability, higher purity, and higher added value—providing a solid foundation for high-end applications in electronic materials, new energy, and fine chemicals.

“Thanks for reading. I hope my article helps. Please leave a comment down below. You may also contact Zelda online customer representative for any further inquiries.”
— Posted by Jason Wang